

Laser marking is the targeted use of laser technology to mark surfaces. The advantages of laser marking are contactless operation and great flexibility in terms of marking content, the method of marking and the materials to be marked.
We differentiate between the following methods of marking:


The surfaces of ferrous metals (iron, steel and stainless steel) and titanium can be coloured by heating them. This is known as annealing. The colour generated can range from yellow and red to blue and black depending on the temperature applied.
Annealing marking uses this effect by heating specific parts of the material. Parts of the surface are heated by the laser and develop the required colour. The advantage of this marking method is that no material needs to be removed, and there is therefore no change to the geometry of the material surface.
The targeted removal of layers of material or roughening of the surface is known as engraving. A contrast to the rest of the surface is created by changing the texture of specific areas.
Almost all materials can be engraved provided the right type of laser technology is used. A range of different effects can be created on the various different materials. The engraving depth and surface quality can be defined extremely accurately with the right laser parameters.
Unlike marking by annealing, laser engraving is not sensitive to increases in the temperature of the material and is therefore extremely secure. An engraved mark can only be removed by cutting it out of the material.


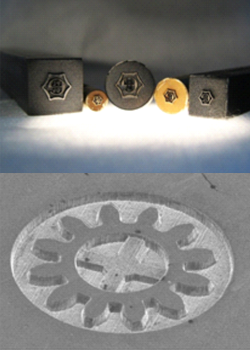
Creating three-dimensional surface textures using laser technology is known as deep engraving. As with standard laser engraving, specific parts of the surface are removing by laser-induced melting and vaporisation. With the right laser parameters and by setting the number of times the laser beam is applied, you can define the engraving depth and surface quality with great precision.
This marking process partially removes a coating applied to the base material to expose specific areas. The coating absorbs the laser radiation, heats up and vaporises. This process is often used for anodised aluminium, burnished steel and a range of coated materials.
One example of this process in practice is day and night design in the automotive industry. The surface is coated in transparent plastic and then partially exposed again using a laser. Lighting behind the component then makes the control exposed visible at night.


This marking method is used mainly for plastics, but also for some paints and ceramics. Colour pigments in the material absorb the laser radiation and change colour. As the colour change takes place in the material itself, the surface texture does not change.
You can hone this method further and control the colour by adding specific additives to the plastic and using the right laser beam.
The laser radiation is absorbed by the plastic, which heats up. Oxidation in the resulting melting process produces small bubbles of gas that are then trapped in the plastic when it cools. This gas increases the volume of the material, raising the marking slightly compared to the surrounding surface. Dark plastics offer appear light and light plastics dark as a result of this process (carbonisation).


The laser-induced breakage of carbon bonds is known as carbonisation. This process is only possible with organic materials such as wood, paper, leather and plastic, as they contain carbon bonds. The laser beam exposes the carbon and darkens the surface of the material.